Plunge Phase
The tool rotates at high speed and is slowly inserted into the joint of the workpieces. Friction between the stirring pin and the base material generates initial heat, while the shoulder adheres to the surface to form a sealed area.

Dwell Phase
The tool continues rotating for a short period to fully soften the material in the joint area, laying the foundation for plastic flow.

Welding Phase
The tool moves uniformly along the joint. The stirring pin agitates the softened material while the shoulder supplements heat and prevents overflow. The material then deposits behind the tool to form a dense weld seam.


Withdrawal Phase
As the tool reaches the end of the joint, it is slowly lifted. The plastic material naturally fills the cavity left by the withdrawal, completing a full metallurgical bond.





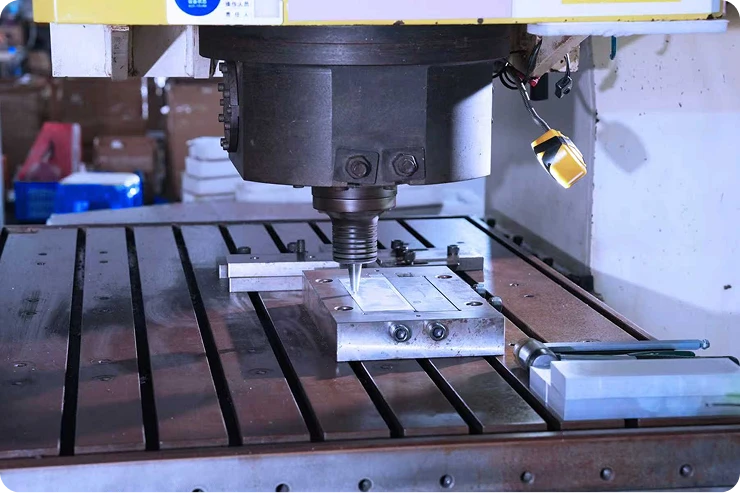
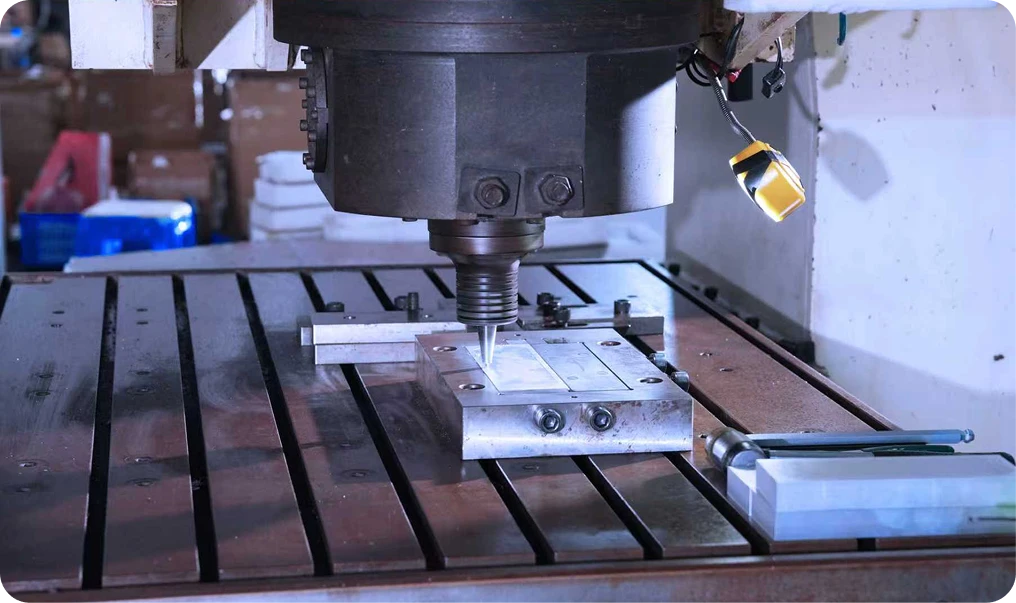
Material Preparation & CNC Machining
●Material Selection: We utilize high-grade aluminum or copper.
●Precision: Our 50+ CNC machines achieve tight tolerances of ±0.005mm.
●Pre-Processing: Raw materials undergo environmental testing and surface milling.
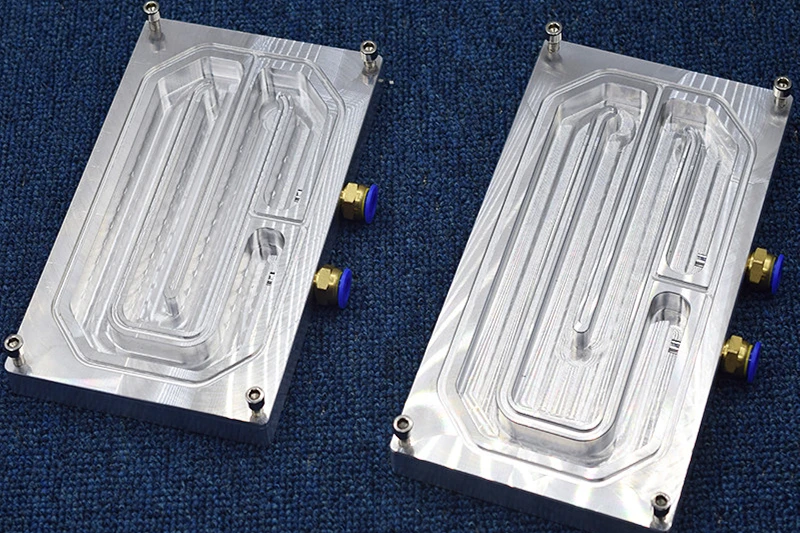
●Channel Machining: Precise milling of flow channels, interfaces, and assembly surfaces.
●Cleaning: Base and cover plates undergo ultrasonic cleaning to remove all contaminants before welding.
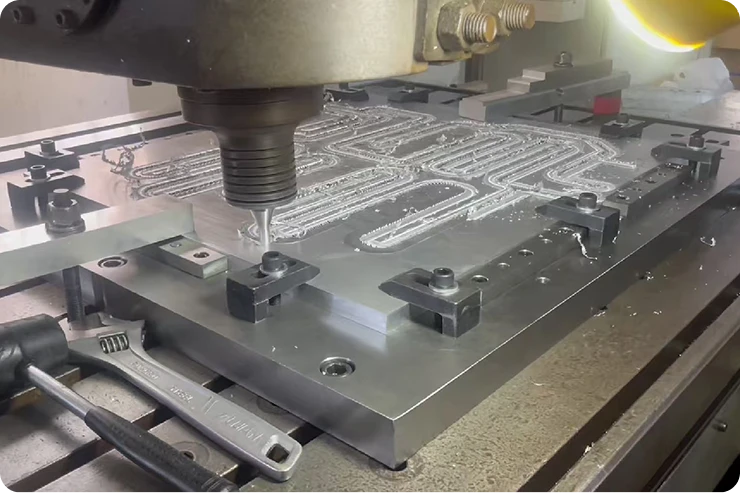
The Friction Stir Welding (FSW) Operation
- Fixturing: Parts are secured in specialized FSW fixtures for perfect alignment.
- Automated Welding: We utilize automated seam tracking to ensure a defect-free, solid-state bond.
- Zero Impurities: The process is flux-free, preventing any internal channel contamination.

Rigorous Testing & Validation
We don’t just manufacture; we validate to ensure peak performance.
- Leak Testing: 100% of plates undergo gas tightness (air) and hydrostatic (water) pressure tests.
- Performance Testing: We conduct thermal resistance and flow resistance testing.
- Final Inspection: Full dimensional checks and visual inspections ensure compliance.

Post-Processing & Surface Finish
- Surface Treatment: Options include anodizing, sandblasting, or nickel plating.
- Final Cleanliness: Nitrogen purging and oven drying ensure the internal channels are dry and particle-free.