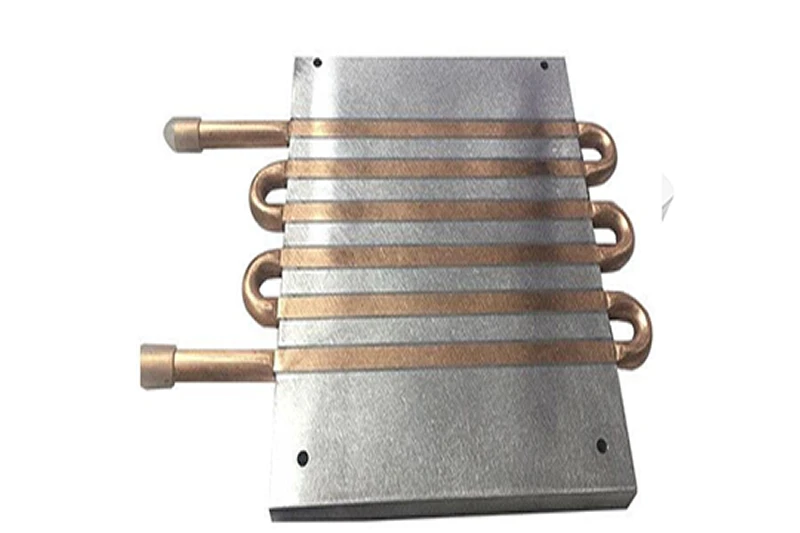


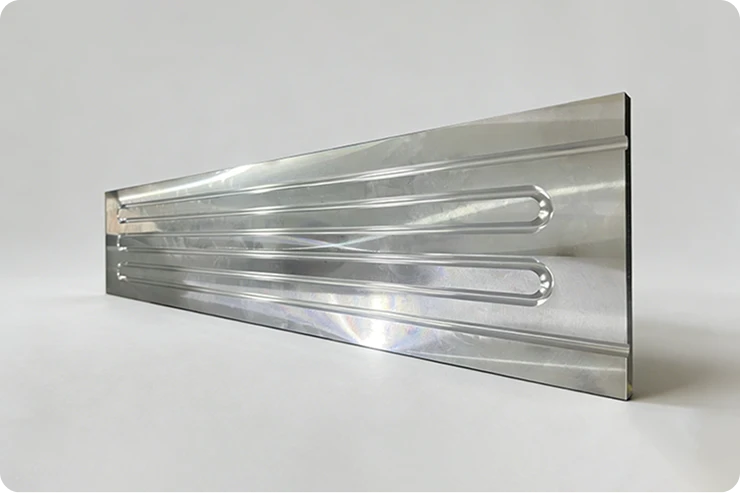

Base Plate Machining & Grooving
CNC-mill precision grooves into the aluminum/copper base plate according to the thermal simulation layout. The process includes material prep, precision milling of channels and mounting features, and thorough ultrasonic cleaning to ensure a perfectly clean bonding surface.


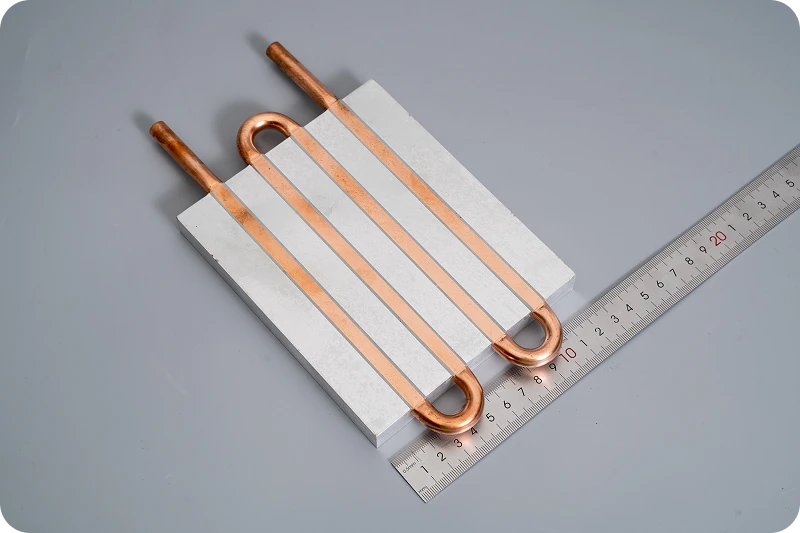
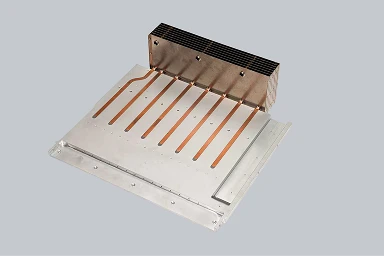
Copper Tube Forming & Pre-treatment
Precision-cut and CNC-bend copper tubes to match the 3D groove pattern. Tubes undergo surface treatment (cleaning, plating with solder) to ensure optimal bonding readiness and are pre-fitted for inspection.


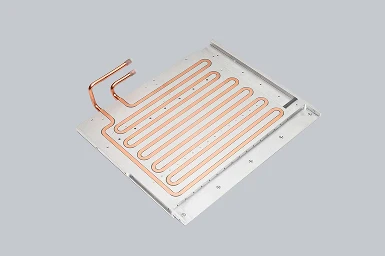
Epoxy & Sealing Process
The pre-formed tube is placed into the grooved base plate with a layer of high-thermal-conductivity epoxy. The assembly cures under controlled conditions (time/temperature), forming a permanent, sealed bond without requiring high-temperature metal joining processes.


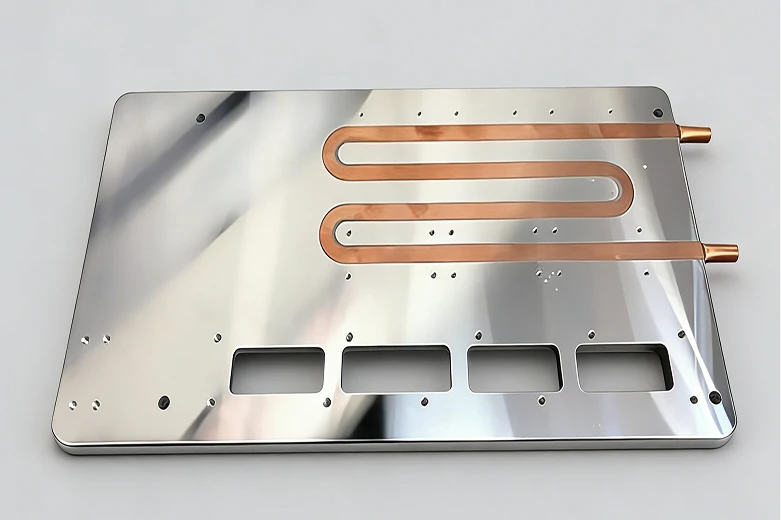
Post-Processing & Final Testing
The bonded cold plate is finished, cleaned, and rigorously tested. This includes Helium Leak Testing (for ultra-low leak rates), Pressure/Burst Testing, Flow Resistance (ΔP-Q) Testing, and Thermal Resistance Validation to ensure performance, reliability, and longevity.
 Helium Leak Detection
For high-spec requirements, we detect leaks down to 1×10⁻⁶ mbar·L/s.
Helium Leak Detection
For high-spec requirements, we detect leaks down to 1×10⁻⁶ mbar·L/s. 
Pressure Decay Test
Plates are pressurized with Nitrogen to 1.5x Operating Pressure and held for 5 minutes (Pressure Drop ≤0.5%).
mbar·L/s.

Thermal Performance
We verify Thermal Resistance (Rth) and Pressure Drop (ΔP) using water/glycol flow ranging from 0.5-5 L/min.

Dimensional Check
CMM inspection ensures groove depth tolerance within ±0.05mm.