

Material Engineering & Simulation
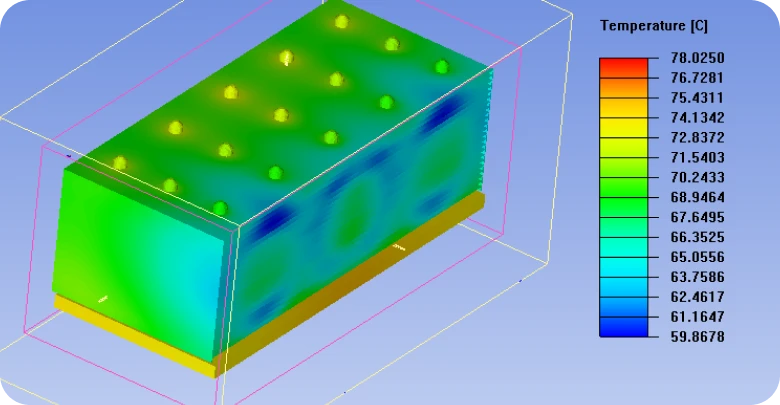
DEFORM-3D Metal Flow Simulation: Before die-cutting, we utilize advanced simulation software to model metal displacement, stress distribution, and temperature fields. This optimizes fin venting and ensures every fin is fully filled without internal folding defects.

Core Forging & Strengthening
Multi-Station Precision Forging: Using 800–2500 ton presses, the billet undergoes "Upsetting – Pre-forming – Fin Extension – Final Sizing." Under extreme pressure, the grain structure is elongated and densified along the direction of the fins, creating a continuous fiber flow.
T6 Solution & Artificial Aging: Heat treatment is performed in precision-controlled furnaces at 530±5°C, followed by aging to reach a target hardness of 90-100 HB. This prevents dimensional warping during long-term field operation.
T6 Solution & Artificial Aging: Heat treatment is performed in precision-controlled furnaces at 530±5°C, followed by aging to reach a target hardness of 90-100 HB. This prevents dimensional warping during long-term field operation.

Precision Finishing & Quality Assurance
Ultra-High Precision CNC Machining: Using specialized vacuum fixtures, we machine the mounting surface to a flatness of ≤0.05mm. This is critical to minimizing contact resistance between the heat sink and the chip.
Functional Surface Engineering: We offer 15±2μm Anodizing, Electroless Nickel, or Teflon coatings. All finishes are verified by 96-hour neutral salt spray tests (Rating ≥9) to meet industrial-grade anti-corrosion requirements.
100% Critical Dimension Inspection: Utilizing Hexagon CMM (Coordinate Measuring Machines) to verify fin height, base thickness, and hole positions.
Functional Surface Engineering: We offer 15±2μm Anodizing, Electroless Nickel, or Teflon coatings. All finishes are verified by 96-hour neutral salt spray tests (Rating ≥9) to meet industrial-grade anti-corrosion requirements.
100% Critical Dimension Inspection: Utilizing Hexagon CMM (Coordinate Measuring Machines) to verify fin height, base thickness, and hole positions.

New Energy Vehicles (EV/HEV)
● Application: Battery Management Systems (BMS), On-Board Chargers (OBC), and Inverter Power Modules.
●The Jindu Edge: The cold forging process provides exceptional mechanical strength. In high-vibration automotive environments (compliant with 3-axis random vibration testing), the monolithic fins carry zero risk of loosening or snapping, ensuring a service life of 15+ years.
●The Jindu Edge: The cold forging process provides exceptional mechanical strength. In high-vibration automotive environments (compliant with 3-axis random vibration testing), the monolithic fins carry zero risk of loosening or snapping, ensuring a service life of 15+ years.

5G Telecommunications & RF Modules
● Application: AAU Base Stations, RRU units, and High-Speed Switches.
●The Jindu Edge: 5G hardware suffers from high heat density in restricted spaces. Jindu can manufacture asymmetric pin-fin patterns that optimize airflow and reduce pressure drop, improving cooling power by over 30% in forced-convection environments.
●The Jindu Edge: 5G hardware suffers from high heat density in restricted spaces. Jindu can manufacture asymmetric pin-fin patterns that optimize airflow and reduce pressure drop, improving cooling power by over 30% in forced-convection environments.
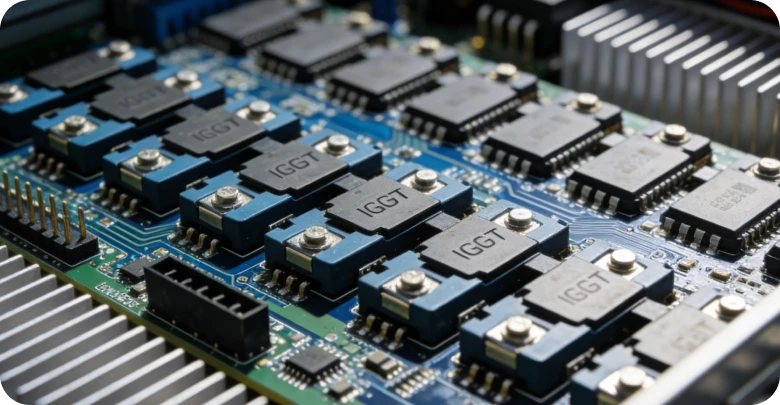
Power Electronics & IGBT Modules
● Application: Industrial Inverters, PV Inverters, and Railway Traction Systems.
●The Jindu Edge: These applications require extreme baseplate flatness (≤0.05mm) to match large IGBT modules. Jindu’s integrated forging-CNC process provides a solid base up to 20mm thick, acting as a highly efficient thermal buffer.
●The Jindu Edge: These applications require extreme baseplate flatness (≤0.05mm) to match large IGBT modules. Jindu’s integrated forging-CNC process provides a solid base up to 20mm thick, acting as a highly efficient thermal buffer.

High-Power LED Industrial Lighting
● Application: Stadium Lighting, Explosion-proof Lamps, and Grow Lights.
● The Jindu Edge: By achieving high aspect ratios through cold forging, we maximize convection surface area without increasing weight. This reduces LED junction temperatures by 10-15°C, significantly slowing lumen depreciation and reducing maintenance costs.
● The Jindu Edge: By achieving high aspect ratios through cold forging, we maximize convection surface area without increasing weight. This reduces LED junction temperatures by 10-15°C, significantly slowing lumen depreciation and reducing maintenance costs.