An extruded aluminum cold plate is a liquid cooling component made from an aluminum extrusion profile with internal coolant channels formed during the extrusion process. It is often used when a project needs cost-effective liquid cooling, repeatable channel geometry, lightweight structure and scalable production.
For many power electronics, industrial systems, renewable energy devices, telecom equipment and modular cooling platforms, liquid cooling is necessary, but not every project requires a fully machined, brazed or FSW cold plate. When the coolant path can use a relatively straight or standardized channel structure, extrusion can provide a practical balance between thermal performance, production cost and manufacturing consistency.
The main value of an extruded liquid cooling plate is its repeatable profile. Once the extrusion design is confirmed, the same cross-section can be produced in long lengths, cut to size, machined, sealed and assembled for different applications. This makes extruded aluminum cold plates especially attractive for batch production and standardized cooling platforms.
However, extrusion is not suitable for every thermal challenge. It has limits in channel complexity, local hot spot targeting and internal surface area. Engineers should choose it when the heat source layout, flow path, pressure drop and production volume support the process.
For projects that need scalable liquid cooling structures, Jindu Tech provides extruded liquid cold plates for custom thermal management applications.
Why Extrusion Can Reduce Liquid Cooling Cost
The cost advantage of an extruded aluminum cold plate comes from how the coolant channels are created. Instead of machining every internal channel from a solid plate, the channels are formed as part of the aluminum extrusion profile. After extrusion, the profile can be cut, machined, sealed and connected to manifolds or end caps.
This approach can reduce cost when the design is repeatable and the channel structure does not need complex internal geometry.
Cost Advantages in the Extrusion Process
| Cost Factor | How Extrusion Helps |
| Channel formation | Internal channels are created during profile extrusion |
| Repeatability | Same cross-section can be produced consistently |
| Batch production | Tooling cost can be spread across larger production volume |
| Material efficiency | Aluminum profile design can reduce unnecessary machining |
| Post-processing | Cutting, port machining and sealing can be standardized |
| Design family flexibility | One profile may support multiple lengths or product versions |
| Production consistency | Stable profile geometry supports repeatable cooling behavior |
Extrusion is cost-effective when the cold plate design can use a consistent channel cross-section and repeatable production process.
This does not mean extrusion is always the lowest-cost option. A project with very low quantity, frequent design changes or complex channel routing may not benefit from extrusion tooling. The cost advantage becomes stronger when the design is mature and production volume is meaningful.
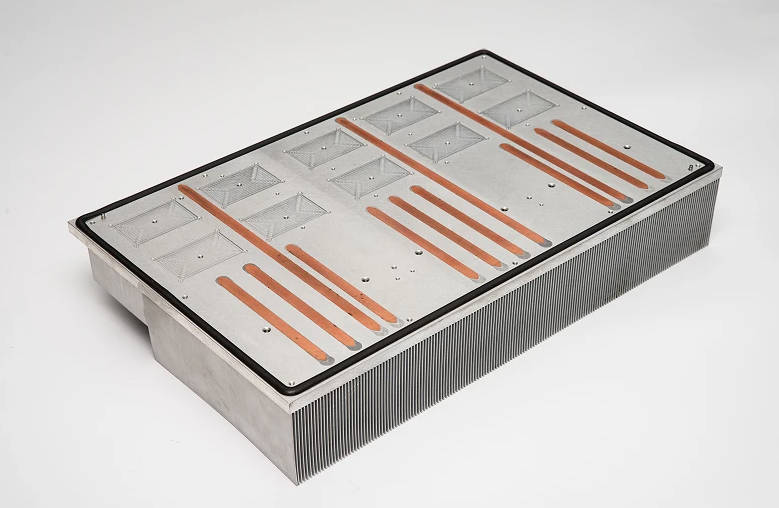
How an Extruded Aluminum Cold Plate Is Structured
An extruded aluminum cold plate usually starts with a custom or standard aluminum profile. The profile contains one or more internal channels that carry coolant. After extrusion, the profile is processed into the final cold plate through cutting, machining, sealing and inspection.
Main Structure of an Extruded Cold Plate
| Component | Function |
| Aluminum extrusion profile | Forms the main body and internal channel structure |
| Internal coolant channels | Guide coolant through the cold plate |
| End caps or manifolds | Direct coolant flow into and out of the channels |
| Inlet and outlet ports | Connect the cold plate to the cooling loop |
| Mounting surface | Transfers heat from the component into the plate |
| CNC-machined features | Add holes, threads, grooves or flatness control |
| Surface treatment | Supports corrosion resistance, appearance or durability |
| Testing process | Verifies leak resistance, pressure performance and flow behavior |
The structure is relatively simple compared with multi-layer brazed or deeply machined cold plates. This simplicity is one of the reasons extrusion is attractive for industrial liquid cooling projects.
The strength of an extruded aluminum cold plate is not maximum internal complexity, but stable and manufacturable cooling performance at scale.
When an Extruded Aluminum Cold Plate Makes Sense
Extruded cold plates are most suitable when the heat source and cooling path are compatible with a straight or uniform channel structure. They are often selected for moderate to medium-high heat loads where the thermal layout is predictable and production cost matters.
Good Fit Conditions
| Project Condition | Why Extrusion Fits |
| Heat source is distributed | Straight or parallel channels can cover the heated area |
| Product layout is repeatable | Same profile can support batch production |
| Cost control is important | Extrusion reduces complex internal machining |
| Aluminum structure is acceptable | Lightweight and cost-effective material direction |
| Cooling path is relatively simple | Channels can be formed within extrusion limits |
| Production volume is meaningful | Tooling cost can be justified |
| Pressure drop target is moderate | Channel cross-section can be designed for stable flow |
| Final size varies by length | Extruded profiles can be cut to different lengths |
This makes extruded aluminum cold plates useful for many industrial and electronics applications where the cooling area is broad rather than extremely localized.
Applications for Cost-Effective Liquid Cooling
Extruded aluminum cold plates are often used when the system needs reliable liquid cooling without unnecessary structural complexity.
Application Matching Table
| Application | Cooling Requirement | Why Extruded Aluminum Cold Plate May Fit |
| Industrial power supplies | Continuous heat and cost control | Repeatable channels support stable cooling |
| Renewable energy inverters | Large-area heat dissipation | Aluminum extrusion supports scalable plate structures |
| Telecom equipment | Modular layout and production consistency | Standardized profiles can support repeated designs |
| EV auxiliary electronics | Lightweight liquid cooling | Aluminum helps reduce weight compared with full copper structures |
| Battery-related modules | Distributed heat over larger areas | Straight or parallel channels can match module layouts |
| Data center power modules | Repeatable cooling platforms | Profile-based cold plates can support scalable designs |
| Power electronics cabinets | Medium heat load and production cost pressure | Extrusion can avoid complex channel machining |
| Industrial automation equipment | Stable cooling and mechanical integration | Machining and port design can be customized after extrusion |
Extrusion is strongest when the application has repeatable geometry. If the heat source location changes significantly from product to product, machining-intensive or modular designs may need to be compared.
Extruded Aluminum Cold Plate vs Other Cold Plate Processes
A buyer should not select a cold plate process based only on the process name. Each method solves a different design problem.
| Cold Plate Type | Better For | Difference from Extruded Aluminum Cold Plate |
| Extruded aluminum cold plate | Cost-effective profiles and repeatable channels | Channels are formed during extrusion |
| Machined cold plate | Complex custom channels and localized hot spot control | Channels are CNC machined into the plate |
| FSW cold plate | Strong aluminum structures with sealed machined channels | Cover and base are joined by friction stir welding |
| Brazed cold plate | Compact internal fins and high heat transfer surface area | Layers or internal structures are brazed together |
| Tube cold plate | Simple and reliable tube-based coolant paths | Coolant flows through an embedded tube |
| Gun drilled cold plate | Long straight drilled channels in solid metal | Channels are drilled and sealed with plugs |
Choose extrusion when the project needs repeatability and cost control. Choose machined, brazed or FSW structures when the thermal design needs more complex internal flow paths or stronger localized cooling.
For buyers comparing broader options, Jindu Tech’s liquid cold plate solutions can help evaluate different manufacturing processes for thermal requirements, pressure limits and budget.
Design Factors That Affect Performance
An extruded aluminum cold plate looks simple, but its performance depends on several design parameters.
Channel Size and Shape
The internal channel size affects coolant flow, pressure drop and heat transfer. Larger channels can reduce pressure drop, but they may reduce coolant velocity. Smaller channels can increase heat transfer in some cases, but they may increase pressure drop.
Channel-to-Surface Distance
The distance between the coolant channel and the heat source affects thermal resistance. If the channel is too far from the contact surface, heat must travel through more aluminum before reaching the coolant.
Number of Channels
Multiple channels can improve coverage and reduce flow resistance when designed correctly. However, poor manifold design can create flow imbalance, where some channels receive more coolant than others.
Plate Thickness
Plate thickness affects heat spreading, mechanical strength and weight. A thicker plate may spread heat better, but excessive thickness can add cost and increase the thermal path.
Port and Manifold Design
Inlet and outlet design controls how coolant enters and exits the channels. Poor port design can cause uneven flow, pressure drop or assembly difficulty.
Surface Flatness
The mounting surface must contact the heat-generating device effectively. Flatness requirements should be discussed early, especially for power modules and electronics assemblies.
Cost Driver Analysis for Extruded Aluminum Cold Plates
Extruded cold plates are often selected for cost reasons, but the final cost still depends on design and processing choices.
Main Cost Drivers
| Cost Driver | How It Affects Cost |
| Extrusion die | Adds initial tooling cost for custom profiles |
| Profile size | Larger profiles use more aluminum |
| Channel complexity | More difficult cross-sections may increase tooling difficulty |
| Plate length | Affects material usage and cutting plan |
| CNC machining | Ports, holes, threads and flatness machining add cost |
| End cap or manifold design | Sealing and flow direction components affect processing |
| Surface treatment | Anodizing, passivation or coating adds finishing steps |
| Leak and pressure testing | Required validation increases inspection cost |
| Production volume | Higher volume can reduce tooling impact per part |
| Packaging | Protects machined surfaces and ports during shipment |
A cost-effective cold plate design should reduce unnecessary machining while keeping the channel structure suitable for heat load and pressure drop.
If the design requires extensive machining after extrusion, the cost advantage may decrease. The best extrusion projects keep the profile, port structure and sealing method as simple as the application allows.
Design Limits Buyers Should Understand
Extruded aluminum cold plates have limitations. Recognizing them early can prevent wrong process selection.
Common Design Limits
| Limitation | What It Means |
| Channel geometry is profile-based | Complex 3D internal channels are difficult |
| Flow path is usually linear or regular | Irregular hot spot layouts may be harder to cool |
| Tooling is required for custom profiles | Not ideal for unstable early-stage designs |
| Cross-section must be extrudable | Very thin walls or difficult cavities may need redesign |
| Local cooling is limited | Machined or brazed designs may cool hot spots more directly |
| End sealing is still critical | Leak testing and pressure testing remain necessary |
| Surface flatness may need machining | Contact areas may require secondary processing |
Extrusion is not a universal replacement for FSW, brazing or machining. It is a process optimized for repeatable aluminum profiles and scalable production.
Process Selection Matrix for Buyers
The following matrix helps buyers decide whether extrusion should be the first process to evaluate.
| Project Requirement | Is Extrusion a Good Starting Point? | Reason |
| Cost-effective batch production | Yes | Repeatable profile helps reduce unit cost |
| Straight or parallel flow channels | Yes | Fits extrusion geometry |
| Distributed heat source | Yes | Channels can cover broad areas |
| High-volume industrial cooling | Yes | Tooling can be justified |
| Large aluminum cold plate | Often yes | Aluminum extrusion supports lightweight structures |
| Complex local hot spots | Maybe not | Machined or brazed channels may be better |
| Dense internal fins | Maybe not | Brazing may support higher internal surface area |
| High-pressure sealed machined channels | Maybe not | FSW may be more suitable |
| Very early prototype with changing layout | Maybe not | Tooling changes can increase cost |
| Coolant isolation from aluminum required | Maybe not | Tube cold plate may be better |
This matrix gives a starting point. Final selection should be based on thermal analysis, hydraulic requirements, manufacturability and cost target.
Quality Control Points for Extruded Liquid Cooling Plates
Because cold plates carry liquid coolant, quality control should focus on sealing, flow and contact performance, not only appearance.
Important Quality Checks
| Quality Check | Purpose |
| Profile dimensional inspection | Confirms channel and external geometry |
| Channel cleanliness check | Reduces particle contamination in cooling loops |
| Port machining inspection | Ensures fitting compatibility |
| End cap or manifold sealing inspection | Controls leakage risk |
| Surface flatness inspection | Supports thermal interface contact |
| Leak testing | Confirms coolant path integrity |
| Pressure testing | Verifies structure under operating conditions |
| Flow resistance testing | Confirms hydraulic performance |
| Surface treatment inspection | Checks corrosion protection and finish consistency |
| Final cleaning | Removes chips, particles and processing residue |
An extruded aluminum cold plate should be evaluated as a functional cooling component, not only as an aluminum extrusion profile.
Buyers should define test requirements before quotation. This prevents misunderstanding about leak testing, pressure testing and acceptance criteria.
What to Discuss with a Cold Plate Supplier
When discussing an extruded aluminum cold plate with a supplier, buyers should focus on both thermal design and manufacturing feasibility.
Supplier Discussion Questions
| Question | Why It Matters |
| Is the channel structure suitable for extrusion? | Confirms manufacturability |
| Can the profile meet the heat load and pressure drop target? | Connects geometry with performance |
| What secondary machining is required? | Clarifies cost and lead time |
| How will the end caps or manifolds be sealed? | Affects leak reliability |
| What surface treatment is recommended? | Supports corrosion and durability |
| What tests should be performed before shipment? | Defines quality expectations |
| Is the profile suitable for batch production? | Confirms cost-effectiveness |
| Can the same profile support different lengths? | Helps product family planning |
Jindu Tech provides extruded liquid cold plates for projects where aluminum extrusion profiles, custom machining and liquid cooling performance need to be reviewed together.
For broader thermal management comparison, buyers can also review Jindu Tech’s thermal solutions overview before confirming the final cold plate process.
RFQ Specification Checklist
To receive a practical quotation, buyers should provide enough thermal, hydraulic and mechanical information.
| Information to Provide | Why It Helps |
| Heat load | Defines required cooling capacity |
| Heat source layout | Determines channel position and plate coverage |
| Maximum temperature target | Sets thermal performance requirement |
| Coolant type | Affects material and corrosion considerations |
| Flow rate | Supports heat transfer and pressure drop evaluation |
| Pressure drop limit | Helps match pump capacity |
| Operating pressure | Defines sealing and pressure testing needs |
| Plate size and thickness | Affects extrusion and machining feasibility |
| Port position and fitting type | Supports system assembly planning |
| Material preference | Helps confirm aluminum alloy direction |
| Surface treatment requirement | Supports corrosion and durability planning |
| Production volume | Determines tooling and cost strategy |
| Drawing or 3D model | Improves manufacturability review |
| Testing requirements | Defines leak, pressure, flow and thermal validation scope |
A clear RFQ helps the supplier determine whether extrusion is suitable or whether another cold plate process would be more practical.
When an Extruded Aluminum Cold Plate Is the Right Choice
An extruded aluminum cold plate is usually a strong choice when:
- The project needs cost-effective liquid cooling
- The production volume supports extrusion tooling
- The channel design can be straight, parallel or standardized
- The heat source is distributed across a larger area
- Aluminum material is acceptable
- Weight reduction matters
- Pressure drop can be controlled with the channel profile
- Secondary machining requirements are manageable
- The design is stable enough for production
It may be less suitable when:
- The heat source is extremely concentrated
- The channel route must be highly complex
- The design needs dense internal fins
- The project is still changing frequently
- The coolant must not contact aluminum
- The thermal requirement demands a more advanced structure
FAQ
What is an extruded aluminum cold plate?
An extruded aluminum cold plate is a liquid cooling plate made from an aluminum extrusion profile with internal coolant channels. The profile is cut, machined, sealed and fitted with ports to create a functional liquid cooling component.
Why is an extruded aluminum cold plate cost-effective?
It is cost-effective because the coolant channels are formed during extrusion rather than fully machined from a solid block. Once the profile is developed, the same cross-section can be produced repeatedly, which is useful for batch production.
What applications use extruded liquid cooling plates?
Extruded liquid cooling plates are commonly used in industrial power supplies, renewable energy inverters, telecom equipment, battery-related systems, data center power modules, power electronics cabinets and other applications with repeatable cooling layouts.
Is an extruded cold plate suitable for high power electronics?
Yes, an extruded cold plate can be suitable for high power electronics when the heat source is distributed and the channel design matches the thermal requirement. For highly localized hot spots, machined, brazed or FSW cold plates may need to be compared.
How does an extruded cold plate compare with a machined cold plate?
An extruded cold plate is usually better for repeatable profiles and cost-effective production. A machined cold plate offers more freedom for complex channels and localized cooling. The right choice depends on heat source layout, cost target and thermal performance requirements.
What are the limitations of extruded aluminum cold plates?
The main limitations are channel complexity, tool cost for custom profiles, limited local hot spot control and the need for a manufacturable cross-section. Complex internal fins or irregular flow paths may require another cold plate process.
What should I provide for an extruded aluminum cold plate quote?
Provide heat load, heat source layout, coolant type, flow rate, pressure drop limit, operating pressure, plate size, port location, surface treatment, production volume, drawings and testing requirements.
Can extruded aluminum cold plates be customized?
Yes, they can be customized through profile design, channel layout, cut length, CNC machining, port configuration, end cap design, surface treatment and testing requirements. The cross-section must still be suitable for extrusion.
Conclusion
An extruded aluminum cold plate is a practical option for cost-effective liquid cooling when the project needs repeatable channel geometry, scalable production and lightweight aluminum construction. It is especially suitable for applications where the heat source is distributed, the flow path can be standardized and the production volume can justify extrusion tooling.
The main advantage of an extruded aluminum cold plate is its ability to combine liquid cooling performance with manufacturable, repeatable and cost-controlled production.
For industrial electronics, renewable energy systems, telecom equipment, power electronics cabinets and modular cooling platforms, extrusion can reduce unnecessary manufacturing complexity when the channel design matches the thermal requirement.
If your project requires a custom aluminum liquid cooling plate, Jindu Tech can review your drawing, heat load, flow rate, pressure requirement and production volume to evaluate whether extruded liquid cold plates are suitable for your application.